
How to Avoid Hot Cracking in Aluminum Alloys
Tips for Stopping Hot Cracking Headaches
When it comes to defects with welding aluminum, most appear in the form of cracks. This is simply because you’re not welding pure aluminum, which is too soft for commercial use. Instead, you’re welding aluminum that is alloyed with another element, like copper or magnesium.
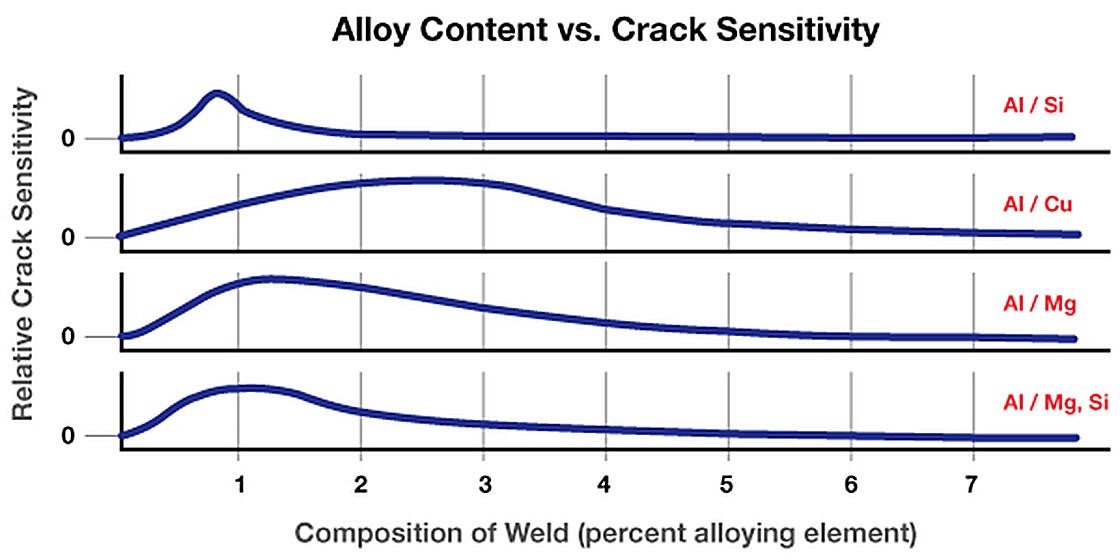
Hot cracking happens when the metal is heated to liquid form and then solidifies. For each possible alloy added, there’s a peak, or a percentage at which they are more susceptible to cracking. For silicon and magnesium, for instance, that percentage is approximately 1%. For copper, it’s around 3%.
The question is: how do you avoid cracking?
• First, look at the base metal. Avoid the highly crack sensitive options and use reputable filler alloys with grain refiners added, such as titanium or zirconium.
• Use the highest welding speed possible. The faster the weld is conducted, the faster the cooling rate and the less time the weld is in the hot cracking temperature range.
• Give the edges a generous bevel, so you can add more filler. That filler will change the percentages of alloying elements in the weld pool, lowering peak sensitivity, so you can avoid hot cracking.
• Try to use welding and assembly sequences and techniques that minimize restraint, reduce residual stress and produce welds with good profiles.
• Apply a compressive force on the welded joint during welding to counteract the cracking mechanism.